I’m Kyle Bialozynski, a Sales Executive at Mac-Tech, and I make my living walking Midwest shop floors and solving problems that show up at 2:00 a.m., not just in a spreadsheet. One of the most common pain points I see is a plasma table that technically works, but it creates a daily mess of grinding, dross cleanup, long setups, and parts piling up between cutting and bending. In winter, that pain gets worse when air quality, moisture, and downtime turn a normal shift into a scramble. A plasma to fiber laser cell upgrade can absolutely pay off, but only if you plan the cutting, handling, utilities, training, and acceptance criteria so the new workflow ramps without chaos.
Map Current Plasma Bottlenecks on the Floor and Set Upgrade Targets That Matter
Most plasma upgrades stall because the team buys a faster cutter but never fixes the real bottleneck: material staging, part sorting, or downstream fit-up. If you have two people babysitting sheets, flipping parts, and grinding edges, your real constraint is handling and cleanup, not inches per minute. The first step is mapping where time disappears between the truck dock, the table, and the next process like bending or welding.
Practical targets I like to set first:
- Reduce manual deburr and grind time per sheet
- Cut changeover time from job to job
- Eliminate WIP piles between cutting and the press brake
- Improve first-pass quality so parts flow to bending without rework
When we set targets in plain terms like touchpoints per part and minutes per sheet, it’s easier to choose the right fiber laser cell configuration, not just the biggest machine. This is where an HSG fiber laser cell often fits well because we can build the upgrade around your real flow, not an idealized one.
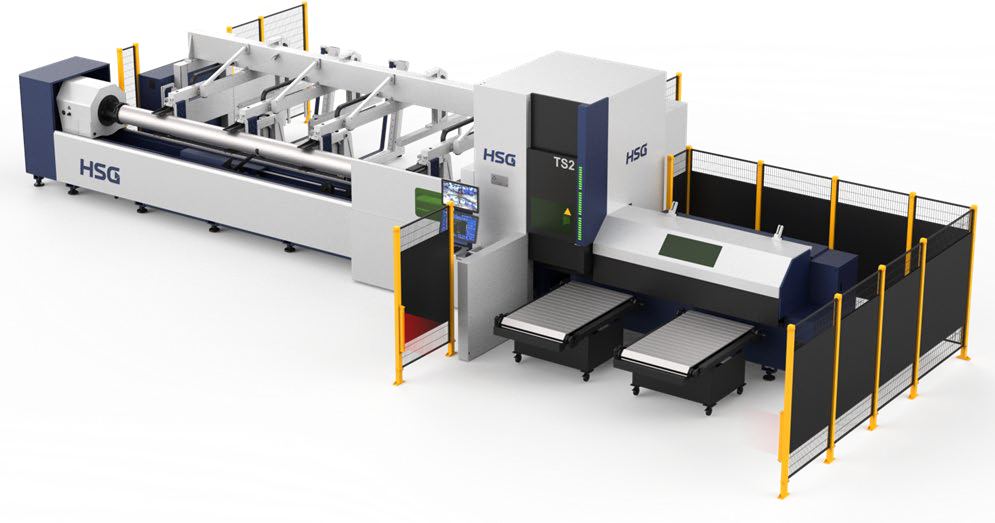
HSG TS2 V2.0 TUBE LASER CUTTING MACHINE
High-Speed Precision for Advanced Tube Processing
The HSG TS2 V2.0 delivers unmatched efficiency and accuracy in tube laser cutting. Equipped with a 6kW…

ERMAKSAN POWER-BEND PRO FOR SALE
Compare Fiber Laser Cell Throughput and Setup Time Using Your Actual Part Mix
Fiber lasers are fast, but ROI comes from how fast you can start the next job, not just how fast you can cut one part. Plasma shops often underestimate setup time savings like automatic nozzle changes, consistent cut quality, and fewer consumable-related interruptions. The best comparison is running your actual part mix by thickness, material type, and hole-to-part ratio, then matching it to the fiber laser’s strength.
If most of your work is mild steel under 1/2 inch, a fiber laser typically reduces secondary cleanup and helps bending go smoother because edges are more consistent. If your mix includes a lot of small holes, fine features, or tight tolerance parts, fiber will usually remove the plasma workaround steps like drilling and reaming. That’s why I push customers to test representative nests and time the whole cycle from load to sorted parts, not just arc-on time.
Plan Labor, Nesting Workflow, and Programming so the Cell Runs Lights Out When Needed
A fiber laser cell upgrade can create labor whiplash if the shop keeps the same programming habits and expects the operator to do everything. Plasma processes often rely on tribal knowledge at the table, while fiber rewards consistent nesting, stable lead-ins, and a repeatable load unload routine. The goal is to move your best people upstream into programming and scheduling so the cell stays cutting instead of waiting.
Day-to-day planning that prevents chaos:
- Define who owns nesting, who releases jobs, and who stages material
- Standardize cut parameters by material family so you are not reinventing settings
- Cross-train two operators so vacations and sick days do not stop the cell
- Build a simple lights-out checklist for the last hour of each shift
For a lot of shops, adding the right material handling and a clear programming handoff is what makes lights-out possible, even if it is only for an hour or two at first. If you need welding support for downstream assembly, a LightWELD system can also help you keep pace with the increased cut throughput without adding a full booth overhaul.
Build Material Handling and Floor Layout Around Safe Flow, Footprint, and Forklift Reality
The biggest hidden cost in a laser upgrade is not the machine, it’s the chaos around it when sheets, drops, and finished parts don’t have a home. A laser cell needs clear infeed and outfeed lanes, safe picking zones, and a plan for skeletons and remnant storage that does not block your forklifts. If your forklift has to thread through people and pallets, your uptime will suffer no matter how good the laser is.
At a high level, plan for electrical capacity, clean dry air, and a simple way to keep material staging consistent even on busy days. Make sure the footprint includes space for sheet staging, finished goods carts, and maintenance access, not just the laser bed size. If the upgrade includes automation, a Rytech material handling approach can help reduce touchpoints by standardizing loading and unloading so one operator can manage more output safely.
For shops that are also cutting tube or bringing more structural work in-house, pairing the plan with a Hydmech saw or Prodevco drill and coping flow can prevent your laser from becoming the only fast island in a slow shop. The point is a safe, predictable lane from receiving to cutting to bending to weld, not a fancy layout that looks good on paper.
Validate Cut Quality, Repeatability, and Uptime with a Practical Acceptance Plan and Service Strategy
A smooth ramp-up depends on acceptance criteria that your operators trust and your customers will notice. Plasma users often focus on speed, but the real win is repeatability: hole quality, edge condition, and part flatness that reduces fitting time. I like acceptance plans that include a real part family test, a measurable cut quality checklist, and a clear uptime expectation with documented maintenance routines.
A practical acceptance plan should include:
- Sample nests that represent your real work by thickness and feature size
- A cut quality review that includes edge, dross, hole roundness, and taper
- A repeatability check across multiple sheets and shifts
- A basic uptime plan with maintenance intervals and spare parts guidance
Fiber lasers also need winter reliability planning like dry air, stable power, and consistent housekeeping around optics and slats. If your shop struggles with moisture, freezing air lines, or dusty environments, we build that into utilities planning up front so you do not learn the hard way in January. You can also reference available cell and accessory options at https://shop.mac-tech.com/ to align what you buy with how you actually run.
Next Steps for a Smarter Shop Upgrade that Protects ROI and Supports Growth
The best upgrades start with a quick on-site look at your current flow, then a simple plan that covers cutting, handling, utilities, training, and acceptance testing. From there we can model ROI using your part mix, your labor reality, and your true bottlenecks, then size the HSG fiber laser cell and automation level accordingly. If you are considering a phased approach, we can map a path that starts with the laser and adds handling when the schedule demands it, instead of overbuying on day one.
If you want a fast way to organize the project, I recommend setting a target go-live date, backing into utilities readiness, and scheduling operator training before the machine hits your floor. When it makes sense, I also point teams to lightweight workflow tools like https://vayjo.com/ to keep quoting, scheduling, and job status aligned while the new cell ramps. The goal is simple: fewer touchpoints, smoother scheduling, and a cell that helps you grow without adding daily firefighting.
FAQ
Is upgrading from plasma to fiber laser worth it for a job shop?
Often yes if you cut a lot of thin to mid-thickness material and spend real time on cleanup, grinding, and rework.
When should I add automation to a new fiber laser cell?
Add it when loading, unloading, and sorting start limiting output or when you want consistent unattended run time on nights or weekends.
How much floor space do I really need besides the machine footprint?
Plan space for sheet staging, finished part carts, remnant and skeleton handling, and safe forklift lanes, not just the laser bed size.
What utility changes should I expect moving from plasma to fiber?
You will typically need adequate electrical capacity and clean dry compressed air, plus a practical plan for ventilation and keeping the area clean.
How long does training take for operators coming from plasma?
Most teams get comfortable in days, but real confidence comes after a few weeks of running your part mix with a standardized nesting and setup routine.
What basic maintenance habits help uptime, especially in winter?
Keep air dry, stay on cleaning intervals, manage dust and debris around the cutting area, and stock the right consumables and wear items.
Can Mac-Tech help with financing or trade-in planning?
Yes, we can discuss trade-in value and financing paths so the upgrade fits cash flow and still hits ROI goals.
FAQ
If you want to walk through your current plasma workflow and map a clean upgrade path, reach me at kyle@mac-tech.com or 414-704-8413, and you can browse options anytime at https://shop.mac-tech.com/.
Get Weekly Mac-Tech News & Updates