I’m Kyle Bialozynski, Sales Executive at Mac-Tech, and I’ve spent a lot of time on Midwest shop floors where the goal is simple: keep parts moving and keep people safe while you bring new equipment online. One of the most common pain points I see is the bottleneck between cutting and bending, where parts get manually handled too many times and setup changes chew up the day. Add winter reliability headaches and you can lose throughput fast during a ramp-up if training is not structured and protected.
Select a Pilot Group That Mirrors Real Shifts, Skill Levels, and Part Mix
When a new machine shows up, a lot of shops train whoever is available first, then wonder why second shift struggles or why certain parts keep causing rework. The problem is the training does not match real life, so the ramp-up is shaky and production gets interrupted.
I recommend starting with a small pilot group that looks like your actual staffing: one strong operator, one average operator, and one newer person across the same shifts you run every day. If you are bringing in a fiber laser like an HSG, or adding a Hydmech saw or Prodevco automation, we map training to the parts you actually cut, handle, and bend, not just demo parts. This protects throughput because you are building competence where the variability really lives, and you are not betting your schedule on one super-user.
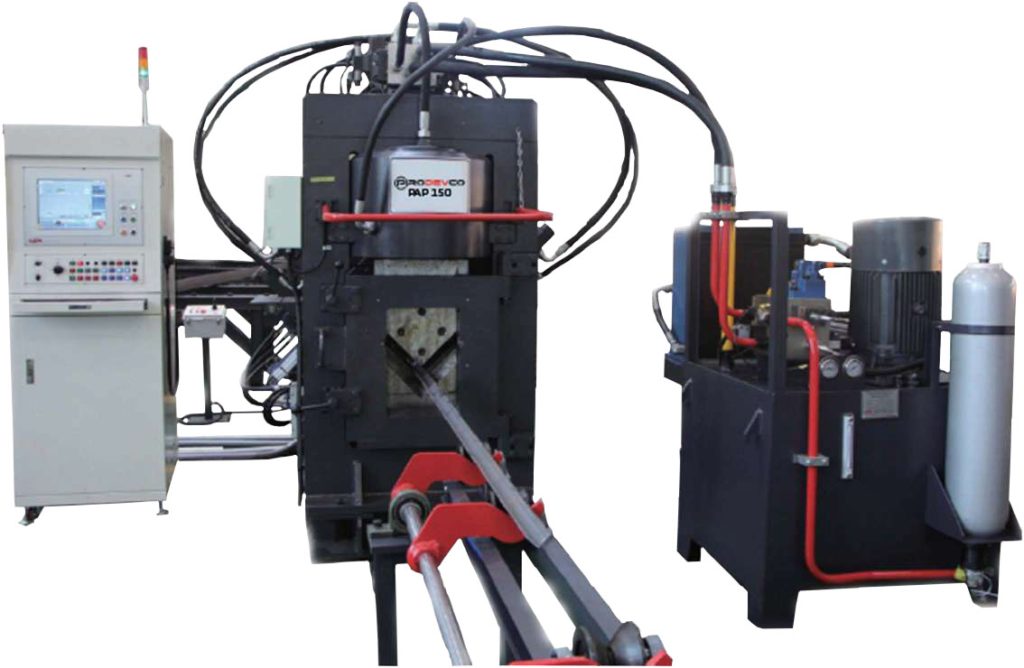
PAP 150 Angle Punching Machine

ALG AUTOMATIC LOADING & UNLOADING SYSTEM
Build Validation Parts to Prove Setup Time, Repeatability, and First Article Confidence
Most ramp-ups fail because everyone assumes the first article is good once, so the process must be stable. The reality is repeatability matters more than the first win, especially if you are moving from plasma to fiber where edge quality, tabbing strategy, and downstream bending fit-up change the whole flow.
I like using a set of validation parts that represent your pain points: thick and thin, small and large, tight tolerances, and parts that feed your brake or weld cell. On an HSG fiber laser, that can mean validating cut quality and pierce strategy to reduce cleanup, and on a LightWELD cell it can mean validating joint fit-up so the operator is not chasing gaps all shift. The day-to-day benefit is fewer surprises in the schedule because setup time and first article confidence are proven on the parts that drive your throughput.
Measure Throughput and Labor Impact on the Floor Using Standard Work and Time Studies
If you do not measure labor and throughput during ramp-up, you are guessing, and guessing gets expensive fast. The problem is that training can quietly pull your best people off production, and no one notices until WIP piles up or overtime starts.
What we measure on the floor:
- Setup time from last good part to first good part
- Parts per hour by thickness and material
- Touchpoints from cut to bend to weld
- Operator minutes per job including material moves
How it changes the day-to-day:
- Standard work makes shift handoffs smoother
- Time studies show where automation will actually pay
- Scheduling gets easier because run times become reliable
This is where ROI becomes real, not theoretical. If the data shows your team is spending more time staging and deburring than cutting, that is when it makes sense to discuss upstream changes like moving from plasma to an HSG fiber laser, or improving downstream consistency with better tooling and process discipline.
Stress Test Material Handling, Footprint, and Uptime Against Daily Shop Constraints
New equipment often looks great on install day and then struggles once the real shop constraints hit: limited aisle space, forklift traffic, inconsistent material staging, and winter air and power issues. The problem is not the machine, it is the environment and material flow around it.
During the pilot, we stress test how sheet or tube gets from receiving to staging to machine to the next operation, and we verify basic utilities at a high level like stable power and clean, dry air where needed. Footprint is not just the machine base, it is load zone, unload zone, scrap removal, and a safe walkway for operators and forklifts. The habit that protects uptime is simple: daily clean-down, consistent lubrication checks, and a quick winter readiness routine so condensation and cold-start issues do not turn into unplanned downtime.
Next Steps to Scale Ramp Up with Documented ROI and a Shop Ready Rollout Plan
Once the pilot group is stable, the biggest mistake is scaling too fast without documenting what made it work. The problem is that tribal knowledge lives with the pilot operators, and the next shift ends up reinventing the wheel.
We expand training in waves using the same validation parts, the same standard work, and a simple checklist for setup, changeover, and maintenance habits. If the numbers prove out, this is also the right time to evaluate add-ons that reduce touchpoints, like automation around Prodevco systems, or pairing the right cutting solution with your downstream constraints so bending and welding do not become the new bottleneck. For resources and equipment details, you can reference https://shop.mac-tech.com/ to match the right solution to your real production needs.
FAQ
Should I upgrade from plasma to a fiber laser for this to work?
Not always, but fiber often reduces cleanup and makes cut-to-bend more consistent, which helps ramp-up and scheduling.
When does automation actually pay off?
When your time study shows operators are waiting, staging, or handling parts more than they are running the machine.
How much floor space should I plan for beyond the machine footprint?
Plan for safe load and unload zones, scrap removal, and a clear aisle for forklifts. The real footprint is the workflow, not just the base plate.
How long does operator training usually take?
Pilot training can be productive within days, but stability usually takes a few weeks of running real parts and documenting standard work.
What maintenance habits matter most for winter reliability?
Clean, dry air where required, consistent daily clean-down, and a simple cold-weather checklist to prevent moisture and startup issues.
Can you help with financing or trade-ins while we ramp up?
Yes, we can review options that protect cash flow and keep your throughput steady during the transition.
How do I pick the right machine size for my mix?
Match it to your real part sizes, thickness range, and downstream capacity so you do not create a new bottleneck after cutting.
If you want to walk through a pilot-group plan and validation parts list for your shop, reach me at kyle@mac-tech.com or 414-704-8413, and you can also browse options at https://shop.mac-tech.com/.
Get Weekly Mac-Tech News & Updates